Báo cáo đề xuất cấp giấy phép môi trường nhà máy sản xuất lốp xe
Báo cáo đề xuất cấp giấy phép môi trường (GPMT) nhà máy sản xuất lốp xe. Công suất của cơ sở sản xuất và xuất khẩu toàn bộ (100%) sản phẩm lốp cao su với quy mô sản xuất là 24.700 lốp radial dùng cho xe khách/ngày.
Ngày đăng: 29-07-2025
580 lượt xem
DANH MỤC CÁC TỪ VÀ CÁC KÝ HIỆU VIẾT TẮT............................................ iv
II. CĂN CỨ PHÁP LUẬT VÀ KỸ THUẬT THỰC HIỆN GIẤY PHÉP MÔI TRƯỜNG..... 2
III. CÁC VĂN BẢN PHÁP LÝ CỦA DỰ ÁN............................................................. 5
CHƯƠNG I: THÔNG TIN CHUNG VỀ CỞ SỞ......................................................... 7
1.2.2. Cơ quan thẩm định thiết kế xây dựng, cấp các loại giấy phép có liên quan đến môi trường của cơ sở...10
1.3. CÔNG SUẤT, CÔNG NGHỆ, SẢN PHẨM SẢN XUẤT CỦA CƠ SỞ............. 15
1.4. NGUYÊN LIỆU, NHIÊN LIỆU, VẬT LIỆU, PHẾ LIỆU, ĐIỆN NĂNG, HÓA CHẤT SỬ DỤNG, NGUỒN CUNG CẤP ĐIỆN, NƯỚC.... 27
1.4.1. Nhu cầu nguyên liệu, nhiên liệu và hóa chất dùng cho sản xuất................ 27
1.4.3. Nhu cầu nước và nguồn cung cấp................................................................. 41
1.4.4. Nhu cầu sử dụng lao động và thời gian làm việc.......................................... 44
1.5. DANH MỤC MÁY MÓC THIẾT BỊ................................................................... 44
CHƯƠNG II: SỰ PHÙ HỢP CỦA CƠ SỞ VỚI QUY HOẠCH, KHẢ NĂNG CHỊU TẢI CỦA MÔI TRƯỜNG.... 47
2.1. SỰ PHÙ HỢP CỦA CƠ SỞ VỚI QUY HOẠCH BẢO VỆ MÔI TRƯỜNG QUỐC GIA, QUY HOẠCH TỈNH, PHÂN VÙNG MÔI TRƯỜNG... 47
2.2. SỰ PHÙ HỢP CỦA CƠ SỞ ĐỐI VỚI KHẢ NĂNG CHỊU TẢI CỦA MÔI TRƯỜNG...... 48
CHƯƠNG III: KẾT QUẢ HOÀN THÀNH CÁC CÔNG TRÌNH, BIỆN PHÁP BẢO VỆ MÔI TRƯỜNG CỦA CƠ SỞ... 50
3.1. CÔNG TRÌNH, BIỆN PHÁP THOÁT NƯỚC MƯA, THU GOM VÀ XỬ LÝ NƯỚC THẢI...... 50
3.2. CÔNG TRÌNH, BIỆN PHÁP XỬ LÝ BỤI, KHÍ THẢI.................................. 68
3.2.1. Công trình xử lý khí thải từ công đoạn vận hành nồi hơi........................ 68
3.2.2. Công trình xử lý bụi, khí thải từ quá trình trộn liệu.................................... 69
3.2.3. Biện pháp giảm thiểu hơi hóa chất phát sinh từ khu vực lưu hóa.......... 72
3.2.4. Công trình xử lý bụi mica từ công đoạn phun phủ mặt trong lốp (doping).. 73
3.2.5. Xử lý khí thải trong hoạt động nấu ăn....................................................... 75
3.2.6. Giảm thiểu khí thải, mùi hôi từ bể chứa nước thải, khu vực lưu chứa rác thải..76
3.3. CÔNG TRÌNH, BIỆN PHÁP LƯU GIỮ CHẤT THẢI RẮN THÔNG THƯỜNG.... 76
3.4. CÔNG TRÌNH, BIỆN PHÁP LƯU GIỮ, XỬ LÝ CHẤT THẢI NGUY HẠI..... 80
3.5. CÔNG TRÌNH, BIỆN PHÁP GIẢM THIỂU TIẾNG ỒN, ĐỘ RUNG........... 83
3.6.2. Phương án phòng ngừa, ứng phó sự cố hệ thống xử lý khí thải............. 88
3.6.3. Biện pháp phòng chống sự cố cháy nổ...................................................... 88
3.6.4. Sự cố hóa chất và khu chứa hóa chất..................................................... 90
3.6.5. Các biện pháp an toàn trong vận chuyển nguyên liệu, hóa chất.............. 93
3.6.6. Các biện pháp ngăn ngừa chảy tràn đổ và rò rỉ hóa chất và an toàn lao động cho công nhân...93
3.6.7. Phòng ngừa ứng phó sự cố tai nạn lao động............................................. 94
3.6.8. Biện pháp phòng ngừa sự cố rò rỉ, vỡ đường ống dẫn LPG/CNG............. 95
3.6.9. Biện pháp phòng ngừa sự cố nồi hơi............................................................ 95
3.6.10. Phòng ngừa ứng phó sự cố liên quan đến an toàn thực phẩm.................. 98
3.7. CÁC NỘI DUNG THAY ĐỔI SO VỚI QUYẾT ĐỊNH PHÊ DUYỆT KẾT QUẢ THẨM ĐỊNH BÁO CÁO ĐÁNH GIÁ TÁC ĐỘNG MÔI TRƯỜNG... 98
4.1. NỘI DUNG ĐỀ NGHỊ CẤP PHÉP ĐỐI VỚI NƯỚC THẢI...................... 99
4.2. NỘI DUNG ĐỀ NGHỊ CẤP PHÉP ĐỐI VỚI KHÍ THẢI........................... 99
4.2.1. Nguồn phát sinh khí thải......................................................................... 99
4.2.2. Lưu lượng xả khí thải tối đa.................................................................... 99
4.2.4. Các chất ô nhiễm và giới hạn của các chất ô nhiễm trong khí thải..... 99
4.2.5. Vị trí, phương thức xả khí thải............................................................ 100
4.3. NỘI DUNG ĐỀ NGHỊ CẤP PHÉP ĐỐI VỚI TIẾNG ỒN, ĐỘ RUNG...... 100
4.3.1. Nguồn phát sinh đối với tiếng ồn, độ rung....................................... 100
4.3.2. Vị trí phát sinh tiếng ồn, độ rung......................................................... 100
4.3.3. Giá trị giới hạn đối với tiếng ồn, độ rung............................................ 100
4.4. NỘI DUNG ĐỀ NGHỊ VỀ QUẢN LÝ CHẤT THẢI.................................... 101
CHƯƠNG V: KẾT QUẢ HOẠT ĐỘNG VÀ TÌNH HÌNH THỰC HIỆN CÔNG TÁC BẢO VỆ MÔI TRƯỜNG CỦA CƠ SỞ... 103
1. Thông tin về tình hình thực hiện công tác bảo vệ môi trường........................ 103
1.1. Tóm tắt tình hình tổ chức thực hiện các quy định của pháp luật về bảo vệ môi trường, yêu cầu của cơ quan có thẩm quyền mà chủ cơ sở phải thực hiện...103
1.2. Tóm tắt các vấn đề liên quan đến môi trường (kèm theo các văn bản báo cáo trong phụ lục) của chủ cơ sở đã gửi cơ quan có thẩm quyền.....103
CHƯƠNG VI: KẾ HOẠCH VẬN HÀNH THỬ NGHIỆM VÀ CHƯƠNG TRÌNH QUAN TRẮC MÔI TRƯỜNG CỦA DỰ ÁN....... 113
6.1. Kế hoạch vận hành thử nghiệm công trình xử lý chất thải............................. 113
6.1.1. Thời gian dự kiến vận hành thử nghiệm................................................. 113
6.1.2. Kế hoạch quan trắc chất thải, đánh giá hiệu quả xử lý của các công trình, thiết bị xử lý chất thải... 113
6.1.3. Tổ chức có đủ điều kiện hoạt động dịch vụ quan trắc môi trường dự kiến phối hợp để thực hiện kế hoạch......114
6.2. Chương trình quan trắc chất thải định kỳ theo quy định của pháp luật........ 114
CHƯƠNG VII: CAM KẾT CỦA CHỦ DỰ ÁN ĐẦU TƯ......................... 115
CHƯƠNG I: THÔNG TIN CHUNG VỀ CỞ SỞ
1.1.TÊN CHỦ CƠ SỞ
CÔNG TY TNHH SẢN XUẤT LỐP XE ... VIỆT NAM
- Địa chỉ văn phòng: Khu công nghiệp Đình Vũ, phường Đông Hải 2, quận Hải An, thành phố Hải Phòng.
- Người đại diện theo pháp luật của chủ dự án đầu tư: Ông: ...
- Chức vụ: Tổng giám đốc
- Điện thoại: .....; Fax: ......
- Giấy chứng nhận đăng ký đầu tư mã số dự án: .... do Ban quản lý khu kinh tế Hải Phòng chứng nhận lần đầu ngày 01/01/2012, chứng nhận thay đổi lần thứ 8, ngày 07 tháng 03 năm 2022;
- Giấy chứng nhận đăng ký doanh nghiệp Công ty TNHH một thành viên số .... do Sở Kế hoạch và Đầu tư thành phố Hải Phòng cấp đăng ký lần đầu ngày 01/01/2012, đăng ký thay đổi lần thứ 9, ngày 08 tháng 02 năm 2022.
1.2.TÊN CƠ SỞ
NHÀ MÁY SẢN XUẤT LỐP XE
1.2.1.Địa điểm cơ sở
Cơ sở Nhà máy sản xuất lốp xe của ... tại Hải Phòng, Việt Nam được triển khai trong khu đất của Công ty TNHH sản xuất lốp xe... Việt Nam (khu đất CN4.1) thuộc Khu công nghiệp Đình Vũ thành phố Hải Phòng.
Vị trí của KCN Đình Vũ: Nằm trên bán đảo Đình Vũ, KCN Đình Vũ có ranh giới như sau:
- Phía Bắc giáp khu vực Cảng cổ phần tổng hợp Đình Vũ và luồng vào cảng Hải Phòng trên sông Bạch Đằng.
- Phía Nam giáp sông Cấm, bên kia sông Cấm là khu đầm nuôi thủy sản, cách đó 3-5 km là khu dân cư của phường Tràng Cát, Nam Hải, Đông Hải 2.
- Phía Đông giáp cửa Nam Triệu, sông Bạch Đằng, nhà máy phân bón DAP (50m), khu vực quân sự, bến tàu đi huyện đảo Cát Hải.
- Phía Tây giáp Cụm Công nghiệp Đông Hải, cách kho xăng dầu Nam Vinh 40m, đến Công ty 189 và Công ty cổ phần Bạch Đằng 5, cách khu dân cư phường Đông Hải 2 từ 3-5 km.
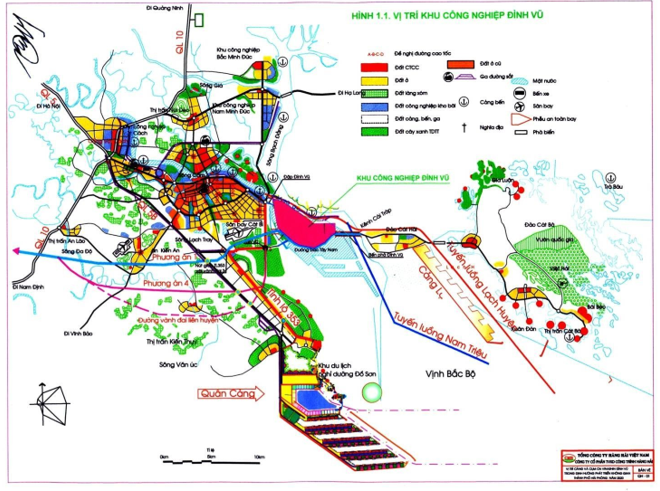
Hình 1. 1. Vị trí KCN Đình Vũ Hải Phòng
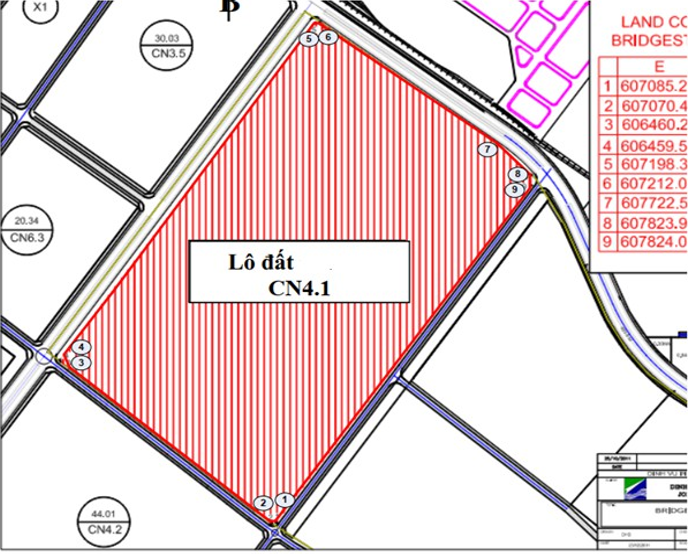
Vị trí khu đất CN4.1 của Công ty TNHH sản xuất lốp xe ... Việt Nam: Nằm trong KCN Đình Vũ, lô đất này có tổng diện tích là 704.340 m2 , trong đó:
+ Đất của nhà máy giai đoạn 1&2 (hiện đang vận hành): 27,6 ha.
+ Đất của nhà máy giai đoạn 3&4 (hiện đã được xây dựng nhưng chưa đi vào hoạt động vận hành): 26,518 ha.
+ Đất dự trữ (dự kiến cho nhà máy giai đoạn 5&6): 48,312 ha đã trả lại cho KCN Đình Vũ.
Các vị trí tiếp giáp như sau:
- Phía Đông Bắc giáp đường quy hoạch 68 m.
- Phía Tây Nam giáp đường xuyên đảo cũ 34 m, đối diện là lô đất trống CN4.2.
- Phía Đông Nam giáp đường nội bộ và mương thoát nước thải của KCN.
- Phía Tây Bắc giáp đường nội bộ, khu đất trống CN6.3 và CN3.5.
Tọa độ mốc giới khu đất CN4.1 được thể hiện trong Bảng sau:
Bảng 1. 1. Tọa độ mốc giới khu đất CN4.1
|
Ký hiệu mốc |
Tọa độ |
|
|
X (m) |
Y(m) |
|
|
1 |
607.085,297 |
2302609,758 |
|
2 |
607070,477 |
2302606.587 |
|
3 |
606460,257 |
2303094,178 |
|
4 |
606459,503 |
2303099,711 |
|
5 |
607198,381 |
2304117,461 |
|
6 |
607212,023 |
2304119,658 |
|
7 |
607722,577 |
2303752,261 |
|
8 |
607823,901 |
2303657,624 |
|
9 |
607824,078 |
2303625,768 |
Sơ đồ tọa độ mốc giới khu đất thể hiện trên Hình sau:
+ Phía Đông: Giáp đường N8 của KCN.
+ Phía Tây: Giáp đường N10.1 dự kiến xây dựng của KCN
+ Phía Nam: Giáp lô đất trống của KCN.
+ Phía Bắc: Giáp lô đất trống của KCN.
1.2.2. Cơ quan thẩm định thiết kế xây dựng, cấp các loại giấy phép có liên quan đến môi trường của cơ sở
Cơ quan thẩm định:
- Ủy ban Nhân dân thành phố Hải Phòng;
- Sở Tài nguyên và Môi trường thành phố Hải Phòng;
- Ban Quản lý Khu kinh tế Hải Phòng.
Cơ sở đã được cấp các giấy phép liên quan đến môi trường gồm:
- Quyết định phê duyệt kết quả thẩm định báo cáo đánh giá tác động môi trường số 541/QĐ-UBND ngày 25/04/2012 của Ủy ban nhân dân thành phố Hải Phòng cấp;
- Quyết định phê duyệt kết quả thẩm định báo cáo đánh giá tác động môi trường số 2618/QĐ-UBND ngày 27/11/2014 của Ủy ban nhân dân thành phố Hải Phòng cấp;
- Giấy xác nhận số 13/GXN-STNMT của Sở Tài nguyên và Môi trường ngày 11/11/2014 về việc đã thực hiện các biện pháp công trình, biện pháp bảo vệ môi trường phục vụ giai đoạn vận hành dự án đầu tư xây dựng Nhà máy sản xuất lốp xe của .... tại Hải Phòng, Việt Nam (công suất vận hành thử nghiệm 5.000 lốp rađial dùng cho xe khách/ngày) tại lô CN4.1, Khu công nghiệp Đình Vũ, phường Đông Hải 2, Quận Hải An của Công ty TNHH sản xuất lốp xe.....Việt Nam.
1.2.3. Quy mô cơ sở
Loại hình sản xuất, kinh doanh, dịch vụ của dự án: Sản xuất lốp xe để xuất khẩu 100% ra nước ngoài..
Quy mô của dự án đầu tư theo tiêu chí quy định của pháp luật về đầu tư công, dự án nhóm A có cấu phần xây dựng được phân loại theo tiêu chí quy định của pháp luật về đầu tư công, xây dựng và không thuộc loại hình sản xuất, kinh doanh, dịch vụ có nguy có gây ô nhiễm môi trường, không có yếu tố nhạy cảm về môi trường.
Căn cứ theo mục số II.2, Phụ lục V ban hành kèm theo Nghị định số 05/2022/NĐ-CP ngày 06/01/2025 sửa đổi bổ sung một số điều của nghị định Nghị định 08/2022/NĐ-CP quy định chi tiết một số điều của Luật bảo vệ môi trường. Dự án nhóm có cấu phần xây dựng không thuộc loại hình sản xuất, kinh doanh, dịch vụ có nguy có gây ô nhiễm môi trường, có phát sinh nước thải, bụi, khí thải được xử lý hoặc có phát sinh chất thải nguy hại phải được quản lý theo quy định về quản lý chất thải, nên thuộc dự án đầu tư nhóm III.
Căn cứ khoản 1, Điều 39 của Luật Bảo vệ Môi trường số 72/2020/QH14 ngày 17/11/2020 quy định đối tượng phải có giấy phép môi trường. Trên cơ sở đã được UBND thành phố Hải Phòng phê duyệt báo cáo ĐTM tại Quyết định phê duyệt kết quả thẩm định báo cáo đánh giá tác động môi trường số 541/QĐ-UBND ngày 25/04/2012 của Ủy ban nhân dân thành phố Hải Phòng; và Quyết định phê duyệt kết quả thẩm định báo cáo đánh giá tác động môi trường số 2618/QĐ-UBND ngày 27/11/2014 của Ủy ban nhân dân thành phố Hải Phòng;
Giấy xác nhận số 13/GXN-STNMT của Sở Tài nguyên và Môi trường ngày 11/11/2014 về việc đã thực hiện các biện pháp công trình, biện pháp bảo vệ môi trường phục vụ giai đoạn vận hành dự án đầu tư xây dựng Nhà máy sản xuất lốp xe của ... tại Hải Phòng, Việt Nam (công suất vận hành thử nghiệm 5.000 lốp rađial dùng cho xe khách/ngày) tại lô CN4.1, Khu công nghiệp Đình Vũ, phường Đông Hải 2, Quận Hải An của Công ty TNHH sản xuất lốp xe ... Việt Nam.
Vì vậy cơ sở thuộc đối tượng lập Báo cáo đề xuất cấp giấy phép môi trường theo mẫu báo cáo đề xuất tại Phụ lục X Nghị định số 05/2022/NĐ-CP ngày 06/01/2025 sửa đổi bổ sung một số điều của nghị định Nghị định 08/2022/NĐ-CP quy định chi tiết một số điều của Luật bảo vệ môi trường.
1.2.4. Quy mô xây dựng của cơ sở
Tổng diện tích lô đất số... mà Công ty TNHH sản xuất lốp xe ... Việt Nam thuê của Khu công nghiệp Đình Vũ để thực hiện dự án “Nhà máy sản xuất lốp xe .. tại Hải Phòng, Việt Nam” là 704.340 m2
Bảng 1. 2. Tổng hợp chỉ tiêu sử dụng đất của toàn bộ 704.340 m2
|
TT |
Các mục sử dụng đất |
Diện tích (m2) |
Tỷ lệ (%) |
|
1 |
Diện tích đất xây dựng |
271.155 |
38,5 |
|
2 |
Diện tích dành cho đường giao thông |
78.284 |
11,1 |
|
3 |
Diện tích dành cho cây xanh |
354.901 |
50,4 |
|
Tổng |
704.340 |
100 |
|
Trong giai đoạn hoạt động hiện nay chủ đầu tư đã sử dụng khoảng 276.000 m2 đất (chiếm 30% diện tích đất thuê của KCN) đã xây dựng các hạng mục công trình để đáp ứng được mục tiêu đạt công suất 24.700 lốp/năm. Cơ cấu sử dụng đất của dự án được thể hiện tại Bảng 1.3.
Bảng 1. 3. Cơ cấu sử dụng đất trong giai đoạn hiện nay
|
STT |
Hạng mục |
Diện tích sàn xây dựng (m2) |
Diện tích đất sử dụng (m2) |
|
1 |
Khu văn phòng |
|
3.000 |
|
2 |
Nhà xưởng sản xuất |
76.000 |
76.000 |
|
3 |
Nhà kho |
30.000 |
30.000 |
|
4 |
Bếp, nhà ăn, khu vực nhà nghỉ giải lao cho công nhân và các công trình hệ thống kỹ thuật khác phục vụ cho hoạt động sản xuất |
2.000 |
2.000 |
|
5 |
Nhà để xe |
5.000 |
5.000 |
|
6 |
Đường giao thông nội bộ, trạm điện, trạm bơm, khu xử lý nước thải, cây xanh, thảm cỏ, vườn hoa… |
2.700 |
160.000 |
Bảng 1. 4. Các hạng mục công trình cụ thể của cơ sở được
|
STT |
Tên hạng mục |
Diện tích xây dựng |
|
1 |
Xuởng sản xuất chính ( Nhà máy chính giai đoạn 1 và 2) |
127.882 |
|
2 |
Nhà bảo vệ 1 |
2.188 |
|
3 |
Văn phòng (Gồm cả tiền sảnh) |
2.445 |
|
4 |
Nhà ăn |
1.023 |
|
5 |
Nhà xưởng sửa chữa máy móc |
1.415 |
|
6 |
Nhà điện 1 |
509 |
|
7 |
Nhà điện 2 |
2.153 |
|
8 |
Kho chứa chất thải |
1.568 |
|
9 |
Nhà thử lốp |
2.128 |
|
10 |
Kho lưu huỳnh |
319 |
|
11 |
Kho xi măng (Nhà kết dính) |
352 |
|
12 |
Trạm bơm cứu hỏa |
688 |
|
13 |
Xưởng phim |
822 |
|
14 |
Trạm biến áp |
325 |
|
15 |
Kho dầu (bôi trơn) |
230 |
|
16 |
Kho bình gas |
214 |
|
17 |
Nhà bảo vệ 2 |
39 |
|
18 |
Trạm xử lý nước thải công nghiệp-Hố thăm |
227 |
|
19 |
Bể ngầm chứa Gasoline 19 m3 |
39 |
|
20 |
Bể phốt 420 m3 |
127 |
|
21 |
Bồn nitơ lỏng |
76 |
|
22 |
Khu bể chứa dầu |
204 |
|
23 |
Bãi đỗ xe |
2.086 |
|
24 |
Nhà Gas- Bồn khí hóa lỏng |
684 |
|
25 |
Kho hóa chất |
29 |
|
26 |
Kho vật liệu nguy hiểm |
780 |
|
27 |
Bể xử lý nước thải sinh hoạt nhà máy 1&2 |
317 |
|
28 |
Khu vực bể dầu 2 |
134 |
|
29 |
Nhà máy chính (giai đoạn 3 và 4) |
119.509 |
|
30 |
Nhà lò hơi Biomass |
1.176 |
|
31 |
Trạm điện |
32 |
|
32 |
Nhà bơm |
55 |
|
33 |
Nhà bảo vệ |
35 |
|
34 |
Mái canopy |
1.350 |
|
35 |
ĐẤT CÂY XANH |
354.901 |
|
36 |
ĐẤT GIAO THÔNG NỘI BỘ + SÂN BÃI |
78.284 |
|
37 |
Đất bãi đỗ xe ngoài trời |
5.173 |
|
38 |
Đất giao thông nội bộ |
73.111 |
|
Tổng |
704.340 |
|
(Nguồn: Công ty TNHH sản xuất lốp xe ....Việt Nam)

Hình 1. 4. Sơ đồ mặt bằng hiện trạng của công ty
1.3. CÔNG SUẤT, CÔNG NGHỆ, SẢN PHẨM SẢN XUẤT CỦA CƠ SỞ
1.3.1. Công suất của cơ sở (phạm vi cấp phép)
Công suất của cơ sở: Sản xuất và xuất khẩu toàn bộ (100%) sản phẩm lốp cao su với quy mô sản xuất là 24.700 lốp radial dùng cho xe khách/ngày.
1.3.2. Công nghệ sản xuất của cơ sở
Quy trình hoạt động sản xuất của dự án:
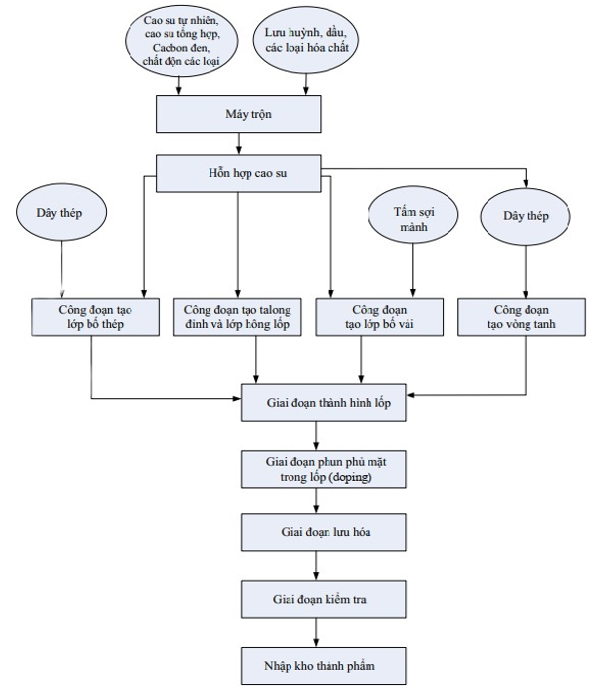
Hình 1. 5. Sơ đồ quy trình công nghệ tổng quan
Quy trình công nghệ thành phần bao gồm những công đoạn sau:
a. Công đoạn trộn nguyên liệu
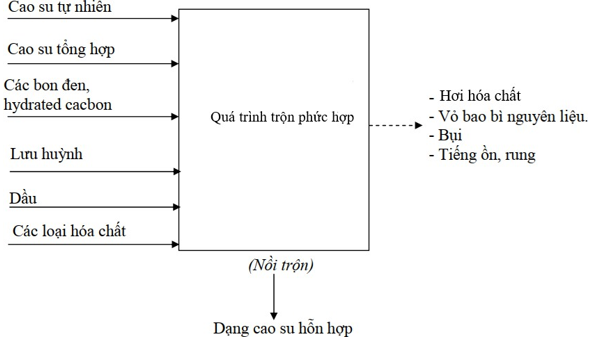
Hình 1. 6. Sơ đồ dây chuyền trộn nguyên liệu
- Các nguyên liệu đầu vào bao gồm: cao su tự nhiên, cao su tổng hợp, cacbon đen, các chất bột độn khác được cân theo một tỷ lệ nhất định, sau đó được đưa vào nồi trộn cỡ lớn trong một khoảng thời gian nhất định. Cao su thô sẽ được chuyển hóa thành dạng cao su tổng hợp dưới tác dụng của nhiệt (từ 80-1900C).
- Tiếp theo nồi trộn được giữ ở nhiệt độ không quá 800C. Tiến hành bổ sung lưu huỳnh, dầu các loại, chất xúc tiến, chất trợ xúc tiến, chất phòng lão và các hóa chất khác vào nồi trộn. Trong giai đoạn này sẽ xảy ra sự trộn lẫn cơ học các hóa chất cần thiết vào cao su để tạo thành dạng hỗn hợp bởi 2 rotor. Quá trình nhồi trộn đảm bảo:
+ Không xảy ra sự lưu hóa sớm trong lúc hỗn luyện.
+ Có độ hòa tan và khuyếch tán tốt, đồng nhất, đồng bộ. Các thiết bị trộn đều có nước làm mát đi vào trong 2 rotor.
Dây chuyền của dự án sẽ bố trí 4 nồi trộn hoạt động độc lập và nối tiếp nhau.
Hỗn hợp cao su được tạo ra từ công đoạn này được sử dụng làm nguyên liệu cho các công đoạn sản xuất tiếp theo.
Việc cấp nguyên liệu được thực hiện hoàn toàn tự động.
b. Công đoạn tạo lớp talông đỉnh (lớp mặt lốp) và lớp hông lốp
- Lớp talông đỉnh: được cấu tạo từ 1 tấm cao su dày. Để tiếp xúc với mặt đường được tốt, thiết kế thêm hoa lốp để làm tăng ma sát khi lốp tiếp xúc với mặt đường. Nó chịu hầu hết các tác động bên ngoài như đường ghồ ghề, ánh sáng,vật lạ,… Bề rộng và độ dày của talông đỉnh phụ thuộc vào kết cấu kích thước và vai trò của lốp.
- Lớp hông lốp: được cấu tạo từ một tấm cao su mỏng, dẻo. Lớp này có tác dụng bảo vệ cho các lớp sợi bố, lớp tăng cường các tác động cơ học, ẩm.
Quá trình sản xuất lớp talông đỉnh và lớp hông lốp kèm dòng thải như sau:
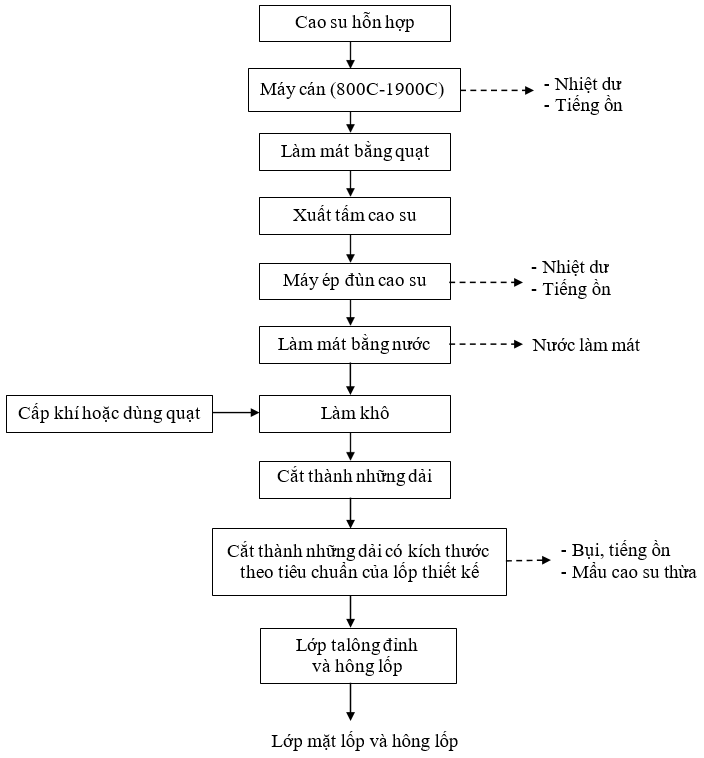
Hình 1. 7. Sơ đồ dây chuyền sản xuất lớp mặt lốp và hông lốp
Hỗn hợp sau khi được hỗn luyện sẽ được đưa vào máy cán để định hình. Hỗn hợp cao su được cán ra thành một tấm dài có độ dày yêu cầu, đồng nhất. Sử dụng máy cán tổng quát gồm 4 trục nhẵn, nằm dọc, thẳng góc với mặt đất, song song với nhau. Các tấm cao su sau khi xuất ra từ máy cán sẽ được làm nguội.
Trong suốt quá trình ép đùn, tấm cao su được nhồi vào trong máy ép đùn. Sau đó, cao su được đẩy ra khỏi máy ép đùn bằng trục vít bốn nòng để tạo ra dải mặt lốp gồm một số thành phần như: cao su mặt lốp, cao su đáy rãnh hoa và một số lớp cao su khác. đồng thời ép suất tạo một lớp cao su tăng dính dán ép vào đáy dải mặt lốp để dán tạo lốp sống khi thành hình. Ưu điểm của công nghệ ép đùn mặt lốp là cùng một lúc ép đùn tạo được một số thành phần nên sẽ tránh được các vấn đề khi phải ép từng phần vào nhau trong quá trình thành hình. Nhiệt độ tại máy ép đùn là 100-1300C. Sau khi ép đùn các dải cao su được đi vào bể nước để làm nguội. Ra khỏi bể chúng được đưa đến cuộn lau nước để tách nước rồi chuyển sang băng tải tiếp nhận. Tại đây chúng được cắt thành các đoạn có kích thước (chiều dài, chiều rộng) theo yêu cầu của lốp thiết kế.
c. Công đoạn sản xuất lớp sợi bố
- Lớp sợi bố là bộ phận chính hỗ trợ trọng lượng của bánh xe. Đây là phần căn bản của ruột bánh xe tạo nên tính bền, chống lại mọi vòng lực của vỏ xe. Độ bền này có được là do các lớp vải tráng cao su cấu tạo quyết định. Các lớp vải mành được bố trí dưới góc lệch nhau. Giữa các lớp vải ñược cách ly bằng lớp cao su. Cao su cũng được làm dầy cả các khoảng giữa các sợi. Sự liên kết giữa cao su và vải mành thu được bằng cách cán cao su và vải mảnh trên máy cán tráng 3-4 trục.
Quy trình sản xuất lớp sợi bố được thể hiện trên sơ đồ sau:
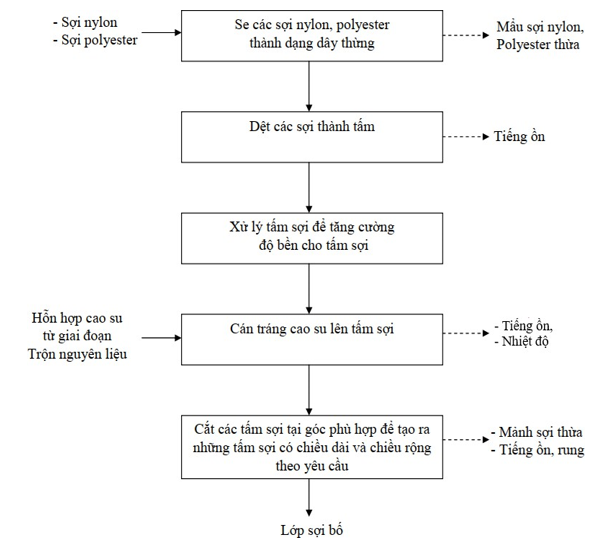
Hình 1. 8. Sơ đồ quy trình sản xuất lớp sợi bố
Nguyên liệu sử dụng trong giai đoạn này là sợi nylon và sợi polyester. Trước hết, tiến hành se các sợi này tạo thành dạng dây thừng, sau đó dệt các sợi tạo thành dạng tấm. Tấm sợi sẽ được xử lý qua hóa chất để tăng cường ñộ bền rồi đưa vào máy cán tráng.
Việc cán tráng cao su lên tấm vải mành được thực hiện trên máy cán tráng 4 trục. Hỗn hợp cao su từ giai đoạn trộn nguyên liệu ban đầu được đưa vào máy cán tạo thành lớp cao su mỏng đến độ dày nhất định rồi ép tráng lên vải mành. Trong dự án đầu tư dùng máy cán tráng 4 trục, loại tiên tiến có tốc độ cán tráng cao cùng một lần cán tráng được 2 lớp cao su lên hai mặt vải. Tấm vải tráng cao su sau khi ra khỏi máy sẽ được cuộn với một lớp vải bạt lót chống bám dính, sau đó được cắt tại những góc phù hợp (0-50 trên các máy cắt nghiêng) để tạo ra những tấm sợi có chiều dài và chiều rộng theo yêu cầu. Các vải mành sau khi cắt được lấy ra khỏi băng tải sau đó cuộn lại để sử dụng cho giai đoạn sau.
d. Công đoạn sản xuất lớp tăng cường
- Lớp tăng cường là phần dây thép chạy quanh lốp xe để tăng cường ñộ bền cho lốp và chống hiện tượng phình lốp.
Tiến hành phủ các lớp cao su lên 2 mặt các sợi mành kim loại bằng tổ hợp máy ép. Để cho độ ẩm không ngưng tụ trên bề mặt các sợi chỉ kim loại làm giảm độ bám dính của hỗn hợp cao su lên bề mặt sợi mành, các tấm mành kim loại được lấy ra từ phòng điều hóa không khí. Các sợi thép được kéo ra lược và con lăn. Tại đây, chúng được phủ cao su ở nhiệt độ 90-1000C.
Vải mành kim loại tráng hỗn hợp cao su được cắt dưới góc 55-750 bằng máy cắt. Việc cắt đoạn các tấm vải mành kim loại tráng cao su được thực hiện ngay trên giá treo bằng lưỡi dao tròn lắp trực tiếp trên hệ thống sau khi ép cao su. Để đảm bảo độ khít giữa 2 lưỡi dao phía trên và phía dưới, người ta đã sử dụng bộ phận chống xốc, và để giữ cho tấm sợi không bị di động khi cắt, sử dụng thiết bị ép khí nén.
e. Quá trình chế tạo vòng tanh
Đây là dây thép chạy quanh chu vi nhỏ của lốp, giữ cho vỏ gắn liền vào bánh xe, ñồng thời giúp vỏ cứng hơn.
Vòng tanh được chế tạo chính với vòng dây kim loại bọc quấn hỗn hợp cao su. Dây thép tanh từ một cuộn lớn được cuộn sang những ống suốt nhỏ, sau khi qua thiết bị cuộn thẳng. Sau đó trên máy chuyên dùng các sợi dây thép được xoắn lại khi cùng lúc nhập các dây thép từ 1 hai cuộn ống suốt. Sau đó sợi dây thép bện này được tráng cao su rồi cuộn lại tạo thành vòng tanh.
f. Quá trình thành hình lốp
Các bán sản phẩm bao gồm: lớp sợi bố, lớp tăng cường, lớp mặt lốp và hông lốp, vòng tanh được đưa tới khu vực thành hình lốp. Lốp được hình thành theo phương pháp lồng ống trên các trống của máy thành hình theo cấu trúc thiết kế của lốp về số lớp sợi bố và nhóm vòng tanh.
Các thiết bị được sử dụng ở đây gồm máy dán ống, máy thành hình lốp ô tô với các cỡ từ nhỏ, trung bình đến cỡ lớn. Các máy thành hình lốp có dụng cụ vén vải mành và bánh cà được nén bằng áp lực lớn để cà mặt lốp và các lớp vải mành để đảm bảo dính tốt, phẳng và đều, đảm bảo không có bọt khí giữa các lớp.
Trống thành hình còn có thể tự cụp và xòe để dễ dàng tháo ống lốp ra khỏi máy. Ngoài ra trên các máy thành hình đều có lắp đèn tia sáng ñịnh tâm lên trên mặt trống hành hình giúp cho việc định vị được chính xác các lớp vải cao su lên trống thành hình. Phương pháp thành hình này không phải sử dụng keo và xăng khi dán.
Trước tiên gắn lớp sợi bố lên phía trên của trống thành hình, tiếp theo đính vòng tanh sang hai bên trống, sau đó lần lượt gắn lớp mặt lốp, lớp tăng cường, lớp hông lốp lên phía trên lớp sợi bố. Bản sản phẩm hình thành trong công đoạn này được gọi là lốp sống.
g. Quá trình lưu hóa
Lốp tuơi sau khi tạo hình xong được chuyển sang khu vực máy Doping. Đây là thiết bị dùng để phun sơn phủ bề mặt trong của lốp xe trước khi chuyển sang công đoạn lưu hóa lốp xe. Mục đích của việc sơn phủ này nhằm bôi trơn và làm tăng tuổi thọ cho một bộ phận trong máy lưu hóa. Dung dịch phun được sử dụng là mica. Doping gồm 4 bước chính:
- Lốp tươi được đẩy vào buồng phun dung dịch mica bởi người công nhân.
- Lốp tươi được dẫn động và định tâm, sau đó được phun một lớp phủ dung dịch mica vào bề mặt trong bằng hệ thống súng phun khí nén.
- Lốp tươi được đưa ra ngoài bằng xi lanh khí nén.
- Lốp tươi chuyển động về cuối băng chuyền và được công nhân vận hành nhấc ra.
h. Quá trình lưu hóa
Lưu hóa là một phản ứng quan trọng nhất của cao su tươi để biến đổi cao su tươi trở thành vật liệu bền hơn, tuổi lão hóa cao hơn theo ý muốn.
Sau khi phun sơn phủ bề mặt trong, lốp tươi được chuyển sang thiết bị lưu hóa. Tại đây, hỗn hợp cao su được gia nhiệt ở nhiệt độ 1800C, trong thời gian 20 phút bằng hơi nước bão hòa ở trong khuôn để chuyển hóa cấu tạo phân tử của cao su nhằm đạt được các tính năng cơ lý hóa thích hợp. Tại nhà máy giai đoạn 3&4 này, Công ty sẽ trang bị 148 bộ máy lưu hóa tương ứng với các yêu cầu sản xuất loại lốp radial dành cho xe khách. Các máy lưu hóa được chọn có bộ nâng hạ thủy lực nhẹ, êm, nén ép khuôn tốt, máy được trang bị đồng bộ hệ thống nạp lốp, tháo lốp, hệ thống ổn định hạ nhiệt có áp sau lưu hóa, có các thiết bị kiểm tra áp lực, nhiệt độ, thời gian theo hệ điều khiển PLC nên đảm bảo độ lưu hóa đồng đều theo đúng chỉ định. Với các trang thiết bị như vậy, chất lượng lốp sẽ tăng lên và lượng lốp hỏng sẽ được giảm một cách đáng kể.
Những lưu ý trong quá trình lưu hóa như sau:
- Lưu hóa đúng nhiệt độ và thời gian quy định. Đây là công việc có tính chất bắt buộc, vì lưu hóa chưa tới mức hay lưu hóa quá mức, đều tạo chất lượng sản phẩm kém, không đồng bộ và những hiện tượng phụ của sự lưu hóa cao su sẽ xảy ra, trong trường hợp công thức, nguyên liệu hóa chất chế biến đạt yêu cầu.
- Quá trình truyền nhiệt phải đồng nhất toàn bộ diện tích sản phẩm và đồng bộ suốt bề dày sản phẩm.
* Cơ chế Phản ứng giữa cao su và lưu huỳnh:
Trước tiên, có sự hiện diện của lưu huỳnh ở cao su, một nguyên tử hydrogen của carbon α-methylene tự tách rời cho ra một gốc hydrocacbon và một gốc sulthydryl:
Để đơn giản hóa, ta thay thế bằng lược đồ:
Xuất phát từ gốc sulfur này, có 3 loại phản ứng:
1/. Phản ứng nhị trùng hợp: các gốc giống nhau hoặc giữa các gốc khác nhau, thành lập cầu disulfur, monosulfur, hay carbon-carbon, nhưng vẫn chưa mất ñộ chưa no:
2/. Phản gồm có gốc sulfur cộng vào một nối đôi, cùng với mất độ chưa no ứng với một nối đôi cho mỗi nguyên tử lưu huỳnh:
3/. Phản ứng chuỗi: với việc lấy bớt một nguyên tử hydrogen ở một phân tử khác để ra một thiol (mercaptan). Có lưu huỳnh hiện hữu, nó có thể tự sulfur hóa cho ra các nối disulfur hay polysulfur:
- Xét gốc sulthydryl: nó cộng vào một nối đôi cho ra một gốc mới, có thể phản ứng với một phân tử hydrocacbon cao su khác hay với hydrogen sulfit (hydro sulfua, H2S). Mercaptan (thiol) có được sẽ chịu nhiều sự hóa hợp khác nhau:
+ Phản ứng với một nối ñôi tạo thành một cầu monosulfur tương ứng với sự mất hai nối đôi cho mỗi nguyên tử lưu huỳnh:
+ Hóa hợp với lưu huỳnh thành polysulfur cùng với sự thành lập hydrogen sulfit H2S và mất độ chưa bão hòa, cứ hai nối đôi cho x nguyên tử lưu huỳnh:
+ Phản ứng của thiol này với thiol đã tạo ra được về trước, cho ra một nối Hydrogen sulfide H2S sinh ra sẽ phản ứng với cao su ngay tức thời, bởi vì quá trình lưu hóa không bao giờ tìm thấy vết H2S tự do.
Như vậy, sự thành lập nối giữa các phân tử khác biệt nhau, tất nhiên dẫn đến sự phát triển một cấu trúc mạng lưới chặt chẽ, làm giảm bớt ñộ tới hạn của chúng và độ dẻo. Kết quả tăng lớn phân tử khối, đặc biệt là tính không tan trong dung môi, độ dẻo giảm đi, là đặc tính của cao su từ trạng thái sống chuyển sang trạng thái lưu hóa.
h. Kiểm tra
Sau quá trình lưu hóa, sản phẩm hình thành ñược kiểm tra các ñặc tính cơ lý như: độ cân bằng, độ đồng nhất bằng các thiết bị chuyên biệt. Các sản phẩm đạt tiêu chuẩn sẽ được đóng gói và nhập kho.
1.3.3.Sản phẩm của cơ sở
Sản phẩm lốp cao su: 49.700 sản phẩm/ngày.
1.4. NGUYÊN LIỆU, NHIÊN LIỆU, VẬT LIỆU, PHẾ LIỆU, ĐIỆN NĂNG, HÓA CHẤT SỬ DỤNG, NGUỒN CUNG CẤP ĐIỆN, NƯỚC
1.4.1. Nhu cầu nguyên liệu, nhiên liệu và hóa chất dùng cho sản xuất
a. Nhu cầu nguyên liệu, hóa chất phục vụ sản xuất
Để phục vụ cho việc sản xuất lốp xe công xuất 24.700 chiếc/ngày, nhu cầu nguyên liệu và hóa chất trong sản xuất của dự án như sau:
Bảng 1. 5. Nhu cầu nguyên liệu, hóa chất sử dụng của cơ sở
|
Tên chung |
Tên nguyên liệu |
Khối lượng sử dụng (Kg/ngày) |
Nguồn cung cấp |
|
I |
Giai đoạn trộn nguyên liệu |
||
|
Cao su tự nhiên |
NR(Ribbed Smoked Sheet#3) |
10.827 |
Thái Lan, Việt Nam |
|
NR(Ribbed Smoked Sheet#4) |
12.877 |
Thái Lan, Việt Nam |
|
|
NR(Crumb rubber 20) |
13.184 |
Việt Nam, Indonesia |
|
|
Cao su tự nhiên tổng hợp |
Polyisopren |
1.941 |
Nhật Bản |
|
Peptizer bass |
35 |
Đức, Nhật Bản |
|
|
BR1500 |
18 |
Trung Quốc, Nhật Bản, Triều Tiên, Đài Loan, Thái Lan |
|
|
SBR1502 |
203 |
Trung Quốc, Nhật Bản, Triều Tiên |
|
|
SBR1778 |
5.348 |
Triều Tiên, Đài Loan |
|
|
SR SL563 |
5.275 |
Nhật Bản |
|
|
Đồng trùng hợp Styren- |
20.937 |
Nhật Bản, Trung |
|
|
|
Butadien |
|
Quốc, Mỹ, Singapore, Đài Loan, Thái Lan |
|
Cao su tổng hợp Butadien |
Polybutadien Hi-Sys BR by Ni |
6.873 |
Nhật Bản, Triều Tiên, Thái Lan |
|
Polybutadien Vc-BR |
1.301 |
Nhật Bản, Thái Lan |
|
|
Polybutadien Hi-Sys BR by Co |
2.277 |
Nhật Bản, Thái Lan |
|
|
Cao su Butyl |
Đồng hợp Brom IsobutylenIsopren |
5.704 |
Bỉ, Nga |
|
Cao su tái sử dụng |
Cao su tái sử dụng |
360 |
Ấn Độ, Indonesia, Nhật Bản |
|
Cacbon |
Các bon N234 |
4.627 |
Trung Quốc, Indonesia, Nhật Bản, Đài Loan, Thái Lan |
|
Các bon N550 |
4.459 |
||
|
Các bon N330 |
9.981 |
||
|
Các bon N326 |
5.553 |
||
|
Các bon N660 |
3.930 |
||
|
Improved HAF |
309 |
||
|
Silica |
Các bon trắng (Hydrated silica) |
13.254 |
Trung Quốc, Nhật Bản, Đài Loan, Thái Lan |
|
Dầu |
Etylenglycoldioleate |
49 |
Nhật Bản |
|
Hydrocacbon dầu mỏ |
1.831 |
Indonesia, Nhật Bản, Thái Lan |
|
|
Hỗn hợp dầu naphtenic và nhựa đường |
2.061 |
Indonesia, Nhật Bản, Thái Lan |
|
|
Octyl oleate |
731 |
Nhật Bản |
|
|
Nhựa đường Blown |
35 |
Nhật Bản |
|
|
Thuốc nhuộm coban |
Bo neodecanonat |
92 |
Trung Quốc, Nhật Bản |
|
Kẽm stealate |
10 |
Nhật Bản |
|
|
Magie oxít |
19 |
Nhật Bản |
|
|
Silan coupling liquid |
-(triethoxysilylpropyl)- polysunfide |
1.052 |
Bỉ, Trung Quốc, Nhật Bản, Mỹ |
|
Bis-(3-trietoxisilylpropyl)- polysunfide, 4, 4, 13,13- tetraethoxy-3.14-dioxa-8,9- dithia- 4,13-disilanhexadecane |
253 |
Mỹ |
|
|
Nhựa thông |
60% đa trùng ngưng của axít maleic, polythylen glycol & 40% Hydric Silic |
97 |
Nhật Bản |
|
Nhựa thông C5C9 |
221 |
Nhật Bản |
|
|
Alkyl phenol-formaldehyt |
491 |
Trung Quốc, Pháp |
|
|
Hỗn hợp 47% Farmin và 53% stealic axit & orein axit 0,25% |
197 |
Nhật Bản |
|
|
Hợp chất Hydrocacbon béo |
108 |
Nhật Bản, Thái Lan |
|
|
Nhựa thông dẻo nóng Dicyclopentadien |
131 |
Nhật Bản |
|
|
Phenol formaldehyt |
170 |
Nhật Bản |
>>> XEM THÊM: Thuyết minh dự án đầu tư xây dựng Nhà máy xử lý chất thải rắn sinh hoạt



Tin liên quan
- › Báo cáo đề xuất cấp GPMT nhà máy sản xuất tấm tế bào quang điện và pin năng lượng mặt trời
- › Báo cáo đề xuất cấp giấy phép môi trường nhà máy sản xuất, cắt hạt nha đam
- › Báo cáo đề xuất cấp giấy phép môi trườn nhà máy sản xuất giấy
- › Báo cáo đề xuất cấp giấy phép môi trường khu biệt thự cao cấp và nhà ở
- › Báo cáo đề xuất cấp giấy phép môi trường nhà máy sản xuất cá hộp
- › Báo cáo đề xuất cấp Giấy phép môi trường xưởng chưng cất dầu FO
- › Báo cáo đề xuất cấp GPMT nhà máy sản xuất thuốc và thức ăn chăn nuôi xuất khẩu
- › Tham vấn báo cáo đánh giá tác động môi trường dự án trạm biến áp 220kV
- › Báo cáo đề xuất cấp GPMT nhà máy sản xuất hàng nội thất nhôm và sắt thép
- › Báo cáo đề xuất cấp GPMT nhà máy chế biến nông lâm sản
Bình luận (0)
HOTLINE

HOTLINE:
0903 649 782
nguyenthanhmp156@gmail.com










HOTLINE
HOTLINE:
0903 649 782
nguyenthanhmp156@gmail.com






Gửi bình luận của bạn